
Brazing aluminum with Fusion paste braze alloys has been popular since 1982. There are four basic challenges when brazing aluminum:
• Brazing Alloys Melt Close to Melting Point of Base Metals
• Aluminum Oxides Form Rapidly and Are Very Tenacious
• Control of Heat During Joining
• Obtaining the Correct Joint Clearance
Fusion has several paste alloys for brazing aluminum in open air, using conventional heating techniques and automated processes. Since the melting range of Fusion filler metals is very close to the base metals themselves, control of heat is most important. Both water washable and non corrosive flux formulations permit aluminum brazing of several commercially available aluminum base metals.

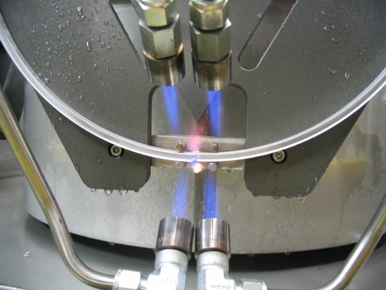
Fusion machines for brazing aluminum have special features such as oscillating heat manifolds to eliminate hot spots during the heat cycle. All aluminum brazing machines have a blower to generate air pressure to keep heat values consistent. Pre-cleaning base metal considerations for brazing aluminum are also important, such as removing surface contamination, removing surface oxidation, and making sure parts are dry.
While water washable fluxes produce cosmetically pleasing joints, care must be taken to thoroughly rinse any residues off the part, both external and internal, to prevent corrosion while brazing aluminum. Non-corrosive fluxes do not require any post-treatment, and cool-down water can be recirculated.
De-Ionization Units
If it is not possible to supply clean water to the machine for cooling the parts we can propose de-ionization units that treat the flux-contaminated water allowing the same water to circulate through the system without causing corrosion damage to the machine and with all the environmental benefits that this entails.
Ask for further details!
USA: (440) 946-3300
EUROPE: +44 (0) 1279 443 122
Find Your Fusion Rep: USA | AMERICAS | EUROPE | ASIA-PACIFIC
Fusion Equipment in Action: Applications & Videos >>

